
芯片越作念越小,中枢难点在通孔制造。
飞秒激光时间催生了两大主流激光工艺门道,可用于加工玻璃通孔(TGV)。
凯发娱乐(K8)官方网站玻璃通孔是在玻璃基板上按照特定阵列排布的上流径比微孔,里面填充金属后可形成导电通路。这类通孔大概在堆叠的集成电路元器件之间成立电气联结,助力打造结构紧凑、集成度更高的芯片器件。在半导体行业的网格晶圆与晶圆级封装场景中,玻璃通孔应用平凡,兼并块基板上每每需要集成多种气象、不同深径比的微孔结构,其工艺价值不言而谕。
玻璃通孔的发展,与中介层时间深度绑定。该时间可收场多颗芯片在2.5D、3D集成电路中的高密度集成,将逻辑芯片、存储芯片偏执他高性能筹谋单位整合至兼并平台。短距离互连澄莹搭配优化的供电联想,还能灵验缩短芯片功耗。各层中介层之间必须收场电气结巴,幸免短路问题,而玻璃具备优异的高频脾气,是理思的绝缘介质材料。
从智高手机、车载传感器到各类复杂微机电系统(MEMS),玻璃通孔都是收场高密度电气互连的中枢结构。合理联想通孔布局,大概保险层间信号结识传输,在松开开采体积的同期,督察产物可靠性能。
当下电子产物握住朝着袖珍化、高性能、低功耗标的迭代,玻璃通孔加工果决成为先进制造的关节工序,平凡配套高端GPU、CPU及高频电子器件的坐褥。接头激光时间制备玻璃通孔的工艺旨趣,也有助于进一步提高微电子器件的集成度与玄虚性能。
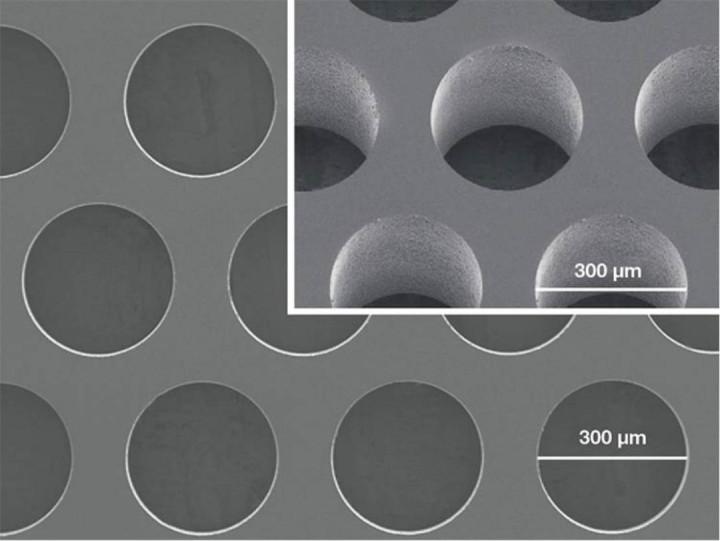
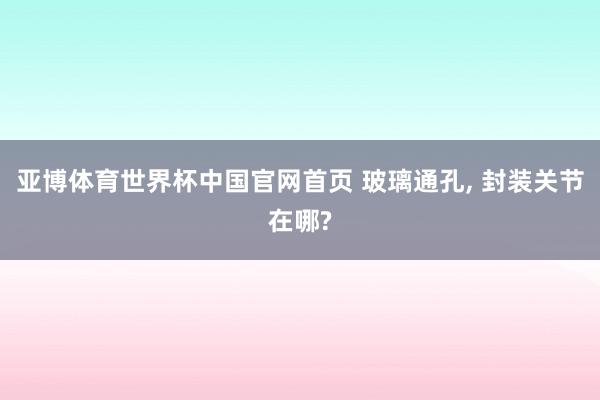
图1:高密度微孔玻璃钻孔样例
玻璃材料的加工难点
和硅、碳化硅等半导体常用材料一样,玻璃质地脆硬,加工难度较大。玻璃本身机械强度高、化学性质结识,但脆性特点使其在打孔过程中极易出现裂纹与名义毁伤,进而遏抑晶圆举座结构强度。由于微孔描绘会径直影响电路的高频性能,因此加工过程必须进行密致化管控,保证基板结构好意思满。此外,单块晶圆偶然需要加工数十万枚微孔,行业也一直在探索兼顾高产能与加工良率的制备决策。
现在业内已辩论出多种玻璃通孔制备工艺,各大企业也捏续插足资源进行时间优化,其中激光加工决策凭借超越的玄虚效能脱颖而出。飞秒激光尤其适配玻璃通孔加工需求,制备的微孔锥度极小、深径比大、内壁光滑,还能大幅缩短崩边、开裂等颓势的发生概率。
现阶段,业内辩论最平凡的激光制孔工艺主要分为两类。第一种是激光径直刻蚀法:诈欺千兆赫兹(GHz)长脉冲序列完成打孔功课,开采通过振镜扫描系统教唆飞秒激光束,再经f-theta透镜聚焦至加工工件名义。
第二种为激光改性+化学腐蚀法:先诈欺激光转变玻璃里面组织结构,再将经过改性的区域放入氢氟酸、氢氧化钾(KOH)等酸碱溶液中进行腐蚀去除。该工艺采选贝塞尔光束聚焦物镜,替代了传统的f-theta透镜。
两种微加工工艺的参数诞生,会径直影响玻璃通孔的孔径、孔深、加工效能及结构质料等中枢方针。
千兆赫兹脉冲序列刻蚀工艺优化
在单脉冲加工模式下,单纯提高脉冲能量或平均功率虽能加速钻孔速率,却会严重损害加工质料,极易引发材料开裂。而脉冲序列模式会将单个激光脉冲拆分为多个子脉冲,并按照设定时候绝交输出。在千兆赫兹责任区间内,子脉冲之间的绝交约数百皮秒。这种能量分时输出的面容,让千兆赫兹脉冲序列加工的效能权臣高于传统单脉冲刻蚀。
从加工旨趣来看,脉冲序列刻蚀的效能上风,源于打孔过程中独有的材料去除机制。当脉冲序列作用于玻璃名义时,会先形成典型的V型孔谈。密集输出的子脉冲会让热量握住在孔谈侧壁与底部积存,在相宜条目下,孔底材料会更动为熔融现象。与此同期,等离子体效应也起到关节作用:首个子脉冲激励产生的等离子体,在数百皮秒的绝交内无法所有这个词褪色,后续子脉冲作用时,孔内等离子体压力会进一步升高,激动熔融材料朝上排出,形成刻蚀-熔融排出复合加工机制。
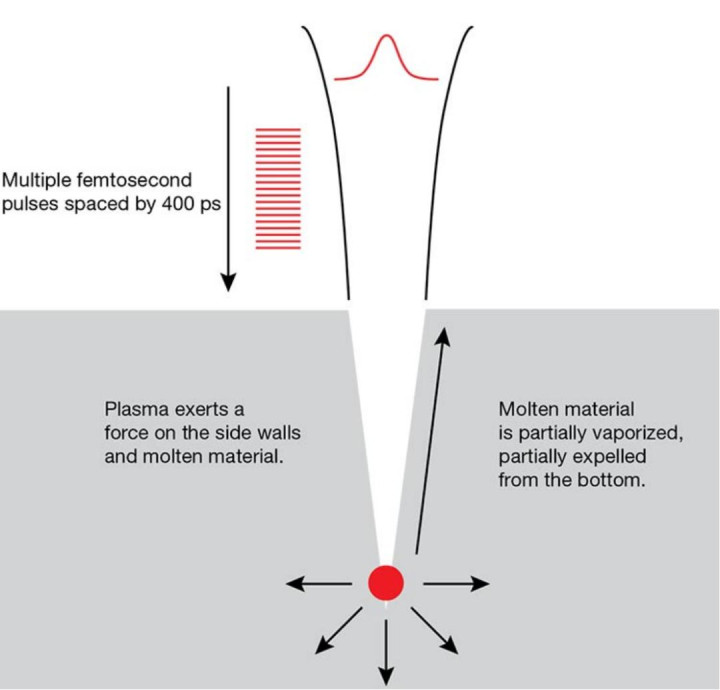
图2:千兆赫兹脉冲序列加工的材料去除旨趣
这套加工机制兼具高效与高品性两大上风:材料无需所有这个词汽化,部分熔融物可借助等离子体作用径直排出。即便在惯例工况下,也能加工出孔壁好意思满、无明显裂纹与结构毁伤的洁净微孔。
均衡加工效能与制品性量
玻璃通孔的质料评判措施较为复杂,仅依靠外不雅图像与基础参数容易形成误判。产能、孔径等单一方针无法全面反馈加工后果,两款参数相近的加工决策,制备出的微孔也可能存在精深的内应力互异。例如而言,若以单组脉冲序列内的子脉冲数目为变量测试钻孔效能,会发现效能会在某一脉冲数目与能量区间达到峰值,但该看似最优的工况,每每会导致刻蚀区域邻近出现开裂、崩边或高内应力等问题,严重影响通孔品性。
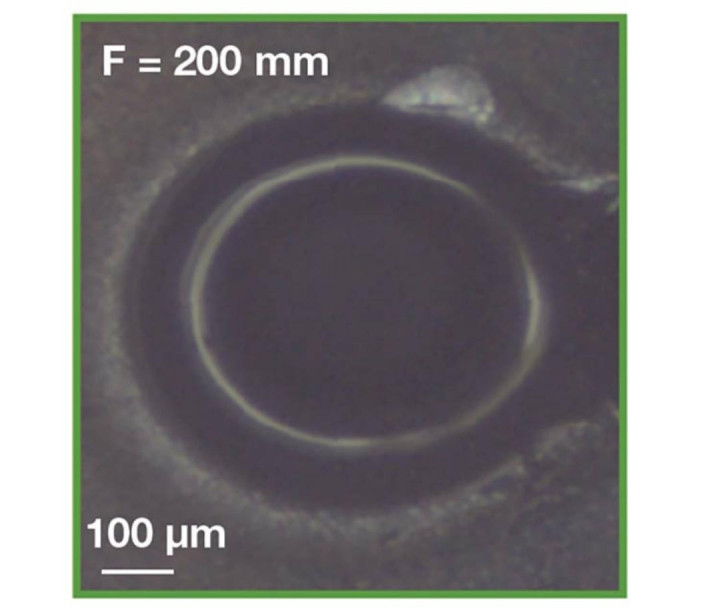
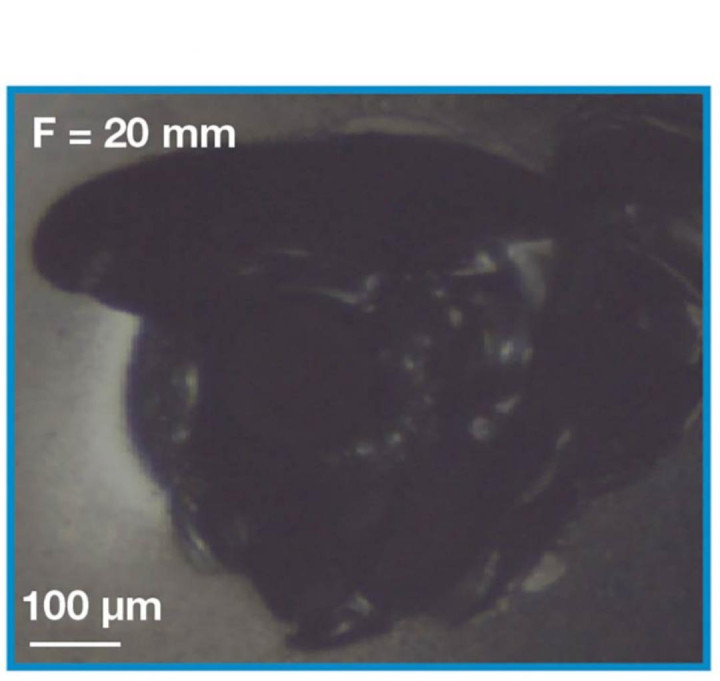
图3:上图:孔径与脉冲序列总能量的对应连络,不同色线代表子脉冲数目互异;虚线为200毫米焦距透镜加工扫尾,实线为20毫米焦距透镜加工扫尾。中下两图:疏导脉冲总能量下,别离采选200毫米、20毫米焦距透镜加工的微孔描绘。
因此工艺优化的中枢观点,不仅仅提高加工产能,更要找到结识的加工区间,批量制备出无残余应力、无结构颓势的高品性微孔。玄虚考量孔深、孔径、举座描绘等参数,能力精确判断微加工参数对玻璃通孔性能的影响。
激光聚焦透镜的焦距,也会对钻孔深度产生明显影响。举座来看,深度小于1毫米的浅孔,岂论搭配何种焦距透镜,加工质料都更为结识。在钻孔初期,使用20毫米、100毫米这类短焦距透镜,孔深增长速率更快。但加工深度捏续加多后,短焦距透镜加工的孔谈容易出现结识性问题,原来成功的孔谈会发生迂回。该气象的具体成因尚未所有这个词明确,算计与孔壁熔融、熔料排出扯后腿钻孔标的连络。
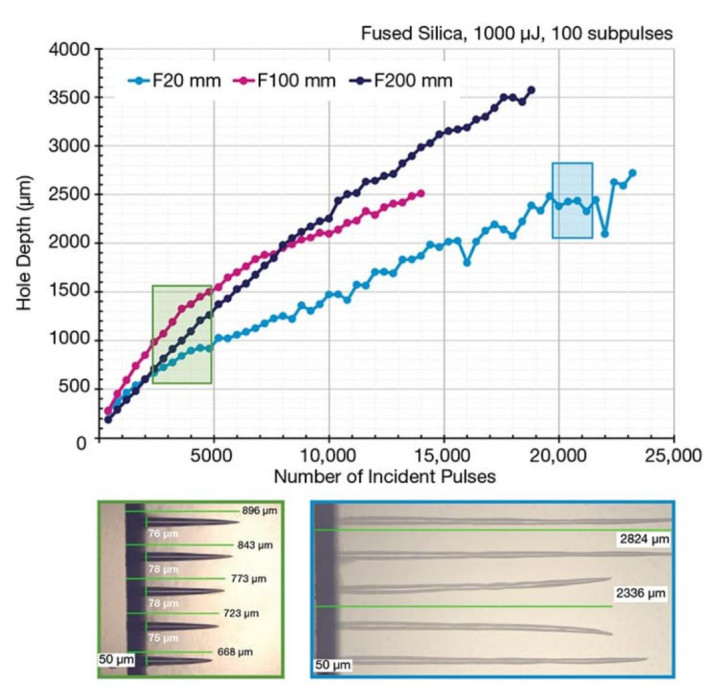
图4:上图:孔深随聚焦透镜焦距、脉冲数目的变化趋势,测试基材为熔融石英;右下:短焦距透镜加工的深孔易出现迂回气象;左下:长焦距透镜加工的孔谈气象成功、结识性佳。
200毫米等长焦距透镜可加工出深度超3毫米的深孔,亚博体育世界杯中国官网首页孔深与脉冲数目基本呈线性增长连络,加工现象相配结识,也意味着可一次性完成多层玻璃片或玻璃晶圆的衔接打孔,高度契合玻璃通孔量产对高产能的需求。
脉冲序列的总能量是决定孔径大小的中枢要素。在透镜焦距、子脉冲数目不变的前提下,脉冲总能量越高,孔径越大。相对而言,光学镜头焦距对孔径的影响微细,如图3所示,疏导脉冲能量下,20毫米与200毫米焦距透镜加工出的孔径差距极小,进一步印证了脉冲能量的主导作用。
除总能量外,孔径还受其他参数影响。在一定深度规模内,加多单组序列内的子脉冲数目,孔径会稳步增大;超出该规模后,孔谈气象将变得不规矩、结识性着落。脉冲类似频率相通关节:在平均功率不变的情况下,40千赫兹高频工况对比5千赫兹低频工况,热量无法实时幽闲,热积存效应加重,最终形成的孔径更大,平均孔深也略有加多。
玄虚孔深、孔径、描绘的变化规矩不错战胜,该工艺属于热加工限制。通过调遣脉冲序列参数与光学聚焦系统,并都集观点孔深匹配工艺诞生,就能精确调控微孔描绘。千兆赫兹脉冲序列刻蚀对参数敏锐度较高,但经过充分优化后,可结识加工出锥度极小、无裂纹、无热毁伤的优质微孔。
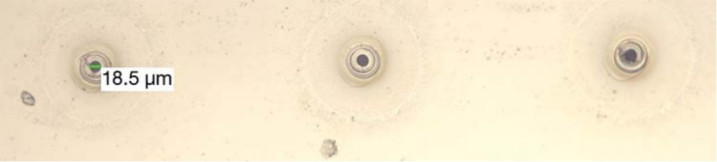
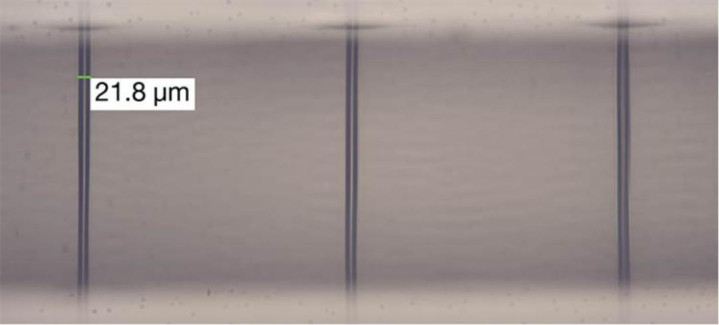

图5:千兆赫兹脉冲序列径直刻蚀制备的近无锥度熔融石英微孔,自上而下步骤为入孔面、孔谈剖面、出孔面。
激光改性+可控化学腐蚀工艺
通孔的尺寸、描绘及金属填充后果,会径直影响器件的频响等中枢肠能,许多应用场景都要求玻璃通孔具备罕见轮廓,例如沙漏形孔谈、陡直孔壁等。
仅依靠激光改性,很难径直打造复杂描绘。贝塞尔光束可在玻璃里面形成连气儿、成功的窄孔谈,借助4F光路中的缩束光学元件,可将贝塞尔光束的灵验作用区间长度驾御在0.5至1毫米之间,凭证玻璃基板厚度活泼调遣,收场单次激光作用即可衔接整块玻璃。加工数毫米厚的玻璃样品时,所需单脉冲能量规模从数十微焦至数毫焦不等,具体数值由玻璃材质决定。本色加工中,还需要密致匹配脉冲能量、子脉冲数目,部分场景下还需调遣脉冲序列包络气象,让前后子脉冲的幅值适配材料脾气。
单纯激光改性难以收场沙漏形等复杂孔谈结构,而化学腐蚀工艺则提供了极大的描绘调控空间。现实选用不同浓度、不同温度(80~110℃)的氢氧化钾溶液开展测试,扫尾证明腐蚀条目对最终成型后果影响权臣。温度与腐蚀剂浓度越低,腐蚀速率越慢,但由于未被激光改性的区域腐蚀速率极慢,最终可得到上流径比的孔谈;提高腐蚀剂浓度与温度,会加速腐蚀程度,但会缩短深径比,形成孔径更宽、锥度更大的孔谈。针对不同玻璃材质,在高温高浓度腐蚀环境下,完成数百个微米级微孔的腐蚀经由最短仅需30分钟,惯例工况下也可在1小时内完成。
诈欺这一脾气,时间东谈主员可按需定制玻璃通孔描绘:高温高浓度腐蚀条目恰当加工沙漏形通孔;暖和的腐蚀环境则能制备锥度小、侧壁陡直的孔谈。
同期,腐蚀工艺可精确驾御孔径。激光改性区域开动宽度仅数微米,深度可达数毫米,经过腐蚀惩处后,孔径可拓展至10微米至100微米以上。仅通过转变腐蚀条目,就能让兼并处激光改性区域加工出不同孔径、不同轮廓的通孔,工艺活泼性极强。
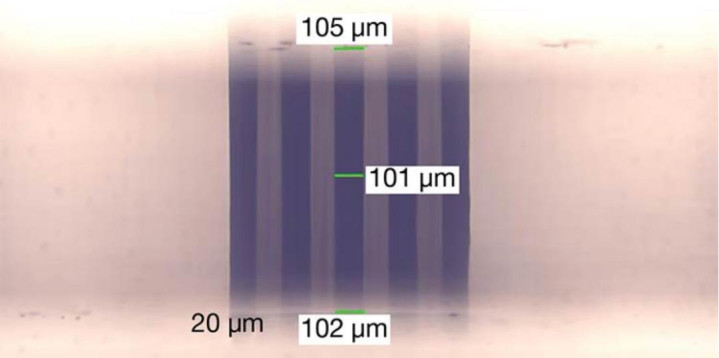
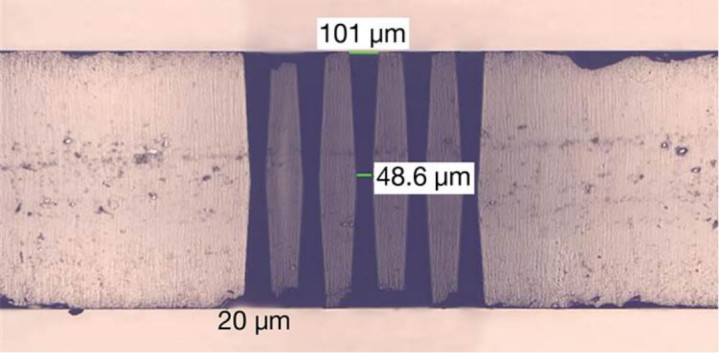
图6:上图:直壁型玻璃通孔横截面;下图:沙漏形玻璃通孔横截面。
工艺决策选型
两种玻璃通孔制备工艺均可精确驾御孔谈描绘,但在加工速率、开采建树、适用玻璃材质上各有互异。
激光改性+化学腐蚀工艺:单次激光扫描即可完成改性,最终孔径与描绘由腐蚀法子决定,描绘定制才略超越。短板在于腐蚀经由耗时较长,每每需要数小时。
激光径直刻蚀工艺:单枚微孔需要数百至数千个脉冲完成加工,但无需后续腐蚀工序。加工1毫米深的微孔,耗时巨额不及1秒,最快仅需20毫秒。按照该效能,单块数百万微孔的晶圆可在1小时内完成加工,所有这个词温情工业化量产需求。
开采建树方面也存在明显区别:激光径直刻蚀工艺搭配振镜扫描系统,可快速切换激光点位,收场高速加工;而贝塞尔光束激光改性工艺,一般需要高精度位移平台迁移工件逐孔加工,会拉长举座坐褥节奏。
本色选型需都集玻璃材质与应用场景玄虚判断。激光径直刻蚀工艺经由简陋、可一步成型,玄虚发达亮眼;但要是对通孔品性、尺寸精度要求极高,激光改性团结化学腐蚀的决策,还是制备高端玻璃通孔的主流遴荐。
两种工艺并非互相对立、无法兼容。在部分坐褥场景中,复合工艺能施展更大上风:例如采选激光径直刻蚀加工极少罕见通孔,再用激光改性腐蚀工艺加工其余大部分通孔,兼顾举座一致性与规模化坐褥才略。一言以蔽之,这两类工艺充分体现了飞秒激光的时间上风,是复旧下一代先进半导体封装时间落地的蹙迫基础。
*声明:本文系原作家创作。著述内容系其个东谈主不雅点,本人转载仅为共享与商讨,不代表本人嘉赞或招供,如有异议,请连络后台。
思要得到半导体产业的前沿洞见、时间速递、趋势贯通亚博体育世界杯中国官网首页,矜恤咱们!